English
English 中文简体
中文简体 русский
русский



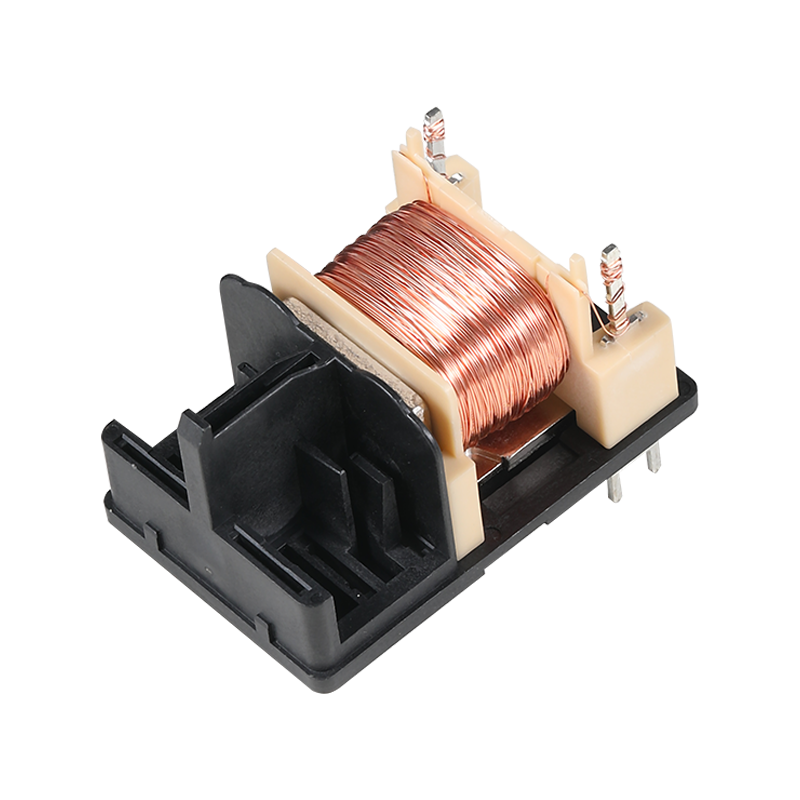
A procurement team qualifying a new connector supplier rarely stops at a datasheet review. Contact resistance testing, mating cycle counts, and environmental screening now sit alongside price and lead time on a standard vendor questionnaire, since a part that looks identical to a competitor's on paper can behave very differently after a few hundred insertion cycles or a week in a humidity chamber. Buyers narrowing down board to board PCB connectors for a new design increasingly treat this qualification data as a starting requirement rather than an optional extra.
Contact Resistance and Reliability Testing
Contact resistance measured fresh out of the box tells a buyer little about long-term performance. Connector labs run repeated mating cycles alongside thermal cycling to track resistance drift over time, since a contact that oxidizes or loses spring force after a few dozen insertions can introduce intermittent signal faults that never show up on an initial incoming inspection. Buyers sourcing board to board PCB connectors for equipment expected to run for several years typically request this drift data rather than accepting a single resistance figure measured at the factory gate.
Vibration and shock testing round out this picture for equipment destined for transportation, industrial machinery, or field-serviced electronics. A connector that holds steady on a lab bench can still develop micro-fretting at the contact interface under sustained vibration, gradually building up oxide layers that raise resistance over months of service. Manufacturers building board to board PCB connectors for these environments now run vibration profiles matching relevant industry standards before releasing a part for automotive or industrial qualification. Shock testing adds a separate data point beyond continuous vibration, since a single sharp impact during handling or transport can loosen a latch or crack a housing in ways that gradual vibration testing alone would miss.
|
Qualification Test |
Purpose |
Typical Reference |
|
Mating cycle test |
Contact wear and spring retention |
IEC 60512 series |
|
Thermal cycling |
Resistance drift under temperature swings |
-40°C to 105°C ranges |
|
Vibration testing |
Micro-fretting and contact stability |
Automotive or industrial profiles |
|
Humidity exposure |
Corrosion and plating integrity |
85°C / 85% RH testing |
Certification Requirements Buyers Check Early

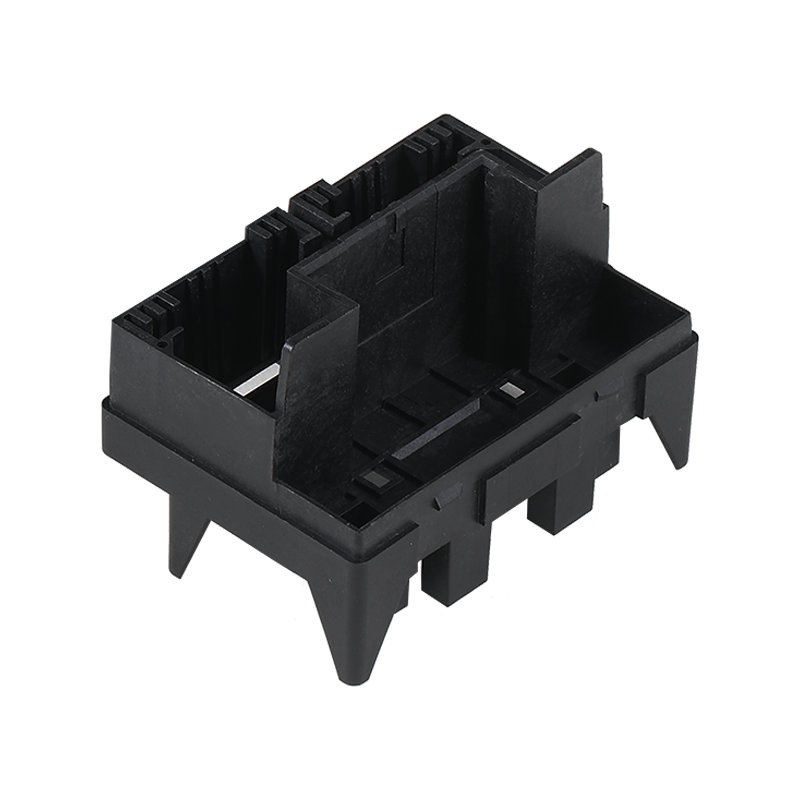
RoHS and REACH compliance now sit at the entry point of nearly every sourcing conversation for electronic components sold into regulated markets, and buyers verify certificate validity dates rather than assuming a supplier's general reputation covers this requirement. UL flammability ratings on connector housings matter for equipment where thermal events carry safety consequences, with UL94 V-0 material becoming a common baseline for PCB interconnect hardware mounted near power circuitry. Conflict-minerals reporting has joined this checklist too, since several end markets now require documented sourcing for tin, tungsten, and gold used in connector plating and contacts.
Traceability documentation has become a parallel requirement alongside these certifications. Buyers sourcing board to board PCB connectors for medical or aerospace-adjacent applications frequently request lot-level traceability records so a single failed batch can get isolated without a broader recall, a requirement that shapes how a factory organizes its production records long before a connector ships.
Packaging Formats for High-Volume Assembly
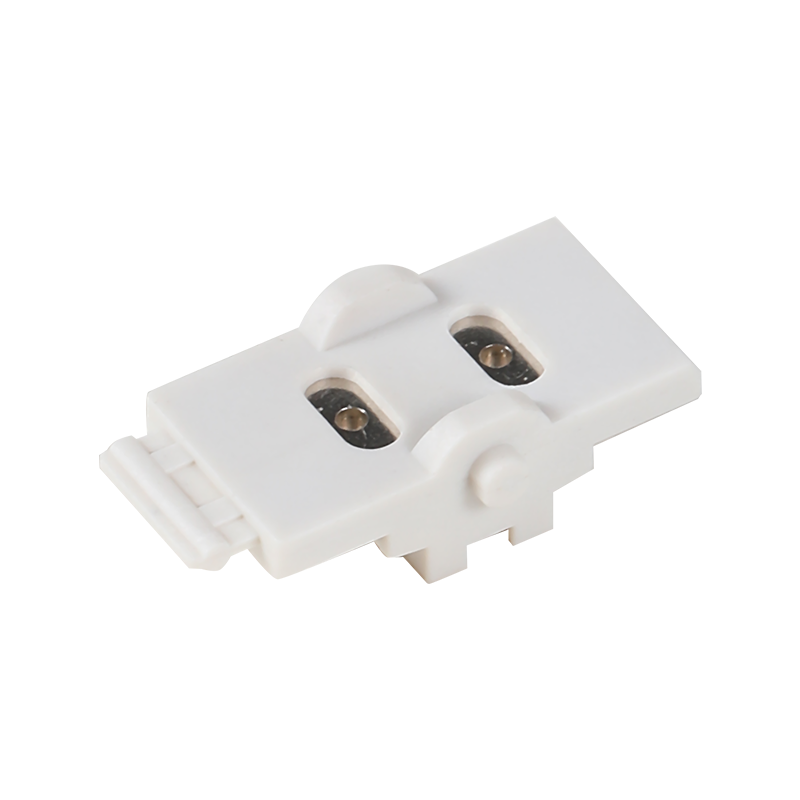
Tape-and-reel packaging has become close to a default expectation for automated placement lines, yet reel specifications vary enough between suppliers to cause real headaches on a pick-and-place line. Pocket depth, cover tape peel force, and reel diameter all need to match a customer's feeder specifications, since a connector that ships correctly labeled but packaged to a different reel standard can stall an entire production line during changeover.
Some buyers sourcing board-to-board interconnects in smaller volumes still request tray packaging for manual assembly or prototyping runs, so suppliers maintaining flexibility across both formats reduce friction for customers moving between low-volume prototype orders and full production quantities.
Supply Chain Considerations for Long-Term Programs
Design programs running five years or longer face a different sourcing risk: connector obsolescence partway through a product's life cycle. Buyers increasingly request last-time-buy notifications and cross-reference options before locking a board to board PCB connector into a design intended for extended production, since a discontinued part late in a program forces a costly board respin.
HTN Relay approaches this category around documented mating-cycle data, environmental test records, and packaging flexibility for both automated and manual lines, giving procurement teams qualification evidence to check against rather than a datasheet claim alone when comparing suppliers of PCB connector components for a new program.